[VIP第1年] 指数:3
[VIP第1年] 指数:3
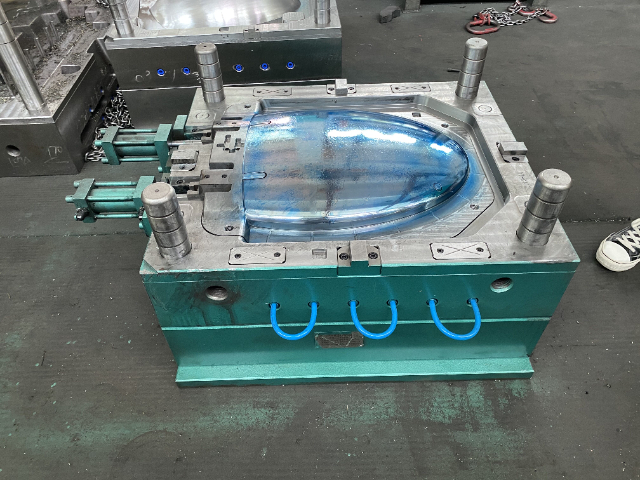
出现缺料的现象。缺料一般指在加工的过程中,由于模具的型腔填充不满,从而造成零件的外形与设计不符的情况。设备原因:导致缺料的设备原因主要是射嘴部分,一般为射嘴堵塞;快速的解决办法就是清理射嘴。此外,射嘴漏胶也会导致缺料,但这类故障一般需更换新的射嘴。模具原因:一般是由于模具内部排气不通畅而造成的。由于型腔内积累的空气无法排出,会造成塑胶填充量不足,从而导致缺料,解决办法是降低塑胶的充填速度或在模具上增加相应的排气孔。脱模时浇口处主动拉断,便于完成制品出产过程的主动化,进步了出产功率,增加了经济效益。北京花盆塑料模具工艺

模具中通冷却水易使塑料模具生锈。如将模具冷却到零点以下,空气中的潮气就会在模具外表结成水珠,如不擦除就会生锈。虽然成型过程不会界露,但中止成型后,马上就会发生冷凝水,生产过程中尽量不要中止成型,即使要中止,也应关断冷却水,并将塑料模具外表擦干。当出现上述情况下,一定要保证能及时做好防护工作,才能让塑料模具不易生锈。塑料模具安装结束,试模前,要对模具进行预热,模具预热的办法大致有两种。首先是使用模具本身的冷却水孔,通入热水进行加温。北京花盆塑料模具工艺塑料模具采用简化型点胶式热流道,无胶口废料,并且周期达到5秒。

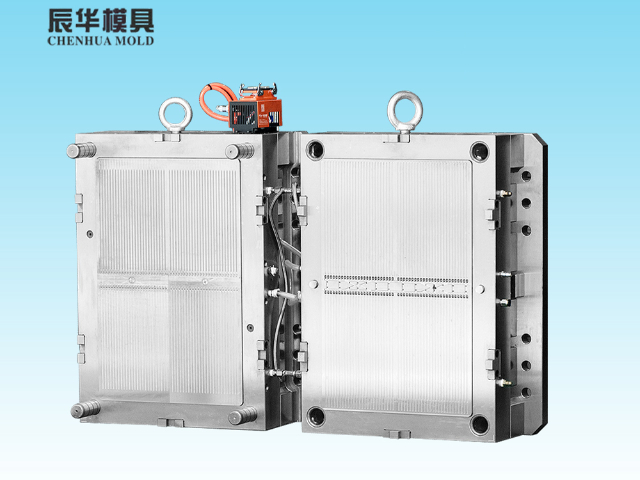
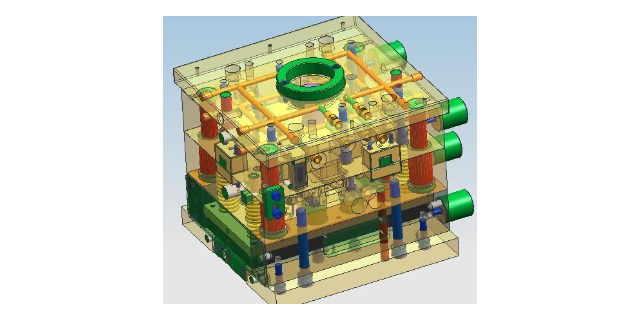
塑料模具的热流道采用国外常用PE(聚烯)无浇口热流道设计,弹簧型电热圈加铍铜管内加热,热流道喷咀单独控温,模具在自动条件下生产,无需员工的频繁操作,以减小工人的劳动力。模具的关键零件(型芯,型腔,滑块)采用德国镜面防锈钢,并经热处(HRC45),保证了模具的使用寿命与瓶质量。并采用车削加工中心加工,保证零件的加工质量,实现互配。工艺稳定,使用效果良好,可与进口模具媲美。塑料模具特点:1、选用龙记标准模架。2、选用德国耐腐蚀钢材2316。3、先进的顶水口设计,使模具可以全自动生产无需人工看管。4、合理而巧妙的水路设计,让产品的成型周期缩短到12秒以内。5、专业的电脑软件计算的连接带,开合盖的弹性非常的大。
精密塑料模具:精密塑料模具是现代制造业中的重要组成部分,它们普遍应用于电子、医疗、通讯等多个领域。这类模具的制造精度极高,能够生产出具有复杂结构、精细表面的塑料制品。在精密塑料模具的设计和制造过程中,先进的CAD/CAM技术和精密加工设备是不可或缺的。通过这些技术手段,可以实现模具的三维建模、精确加工和快速迭代,从而缩短了产品开发周期,提高了生产效率。此外,精密塑料模具还具备高度的可定制性,能够根据客户的具体需求进行个性化设计。模具安装后预热的一起,打针机筒也在加温,当两者温度均符合要求时,即模具温度达30〜60℃以上时。

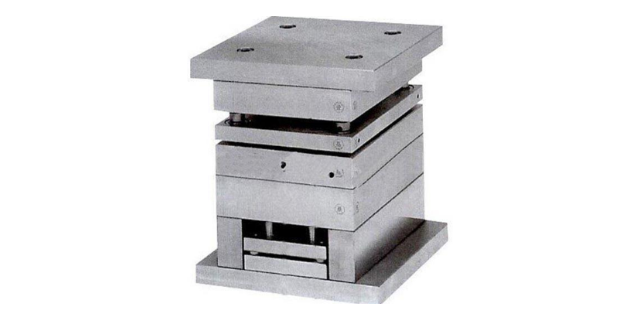
当双色模具成型加工经热处理后因线膨胀系数小,热处理变形小,温度差异引起的尺寸变化率小,金相组织与模具尺寸稳定,可减少或不再进行加工,即可保证模具尺寸精度与表面粗糙度要求。塑料模具的硬度通常在50-60HRC以下,经过热处理的模具应有足够的表面硬度,以保证模具有足够的刚度。模具在工作中由于塑料的填充与流动要承受较大的压应力与摩擦力,要求模具保持形状的精度与尺寸精度的稳定性,保证模具有足够的使用寿命。模具的耐磨性取决于钢材的化学成分与热处理硬度,因此增强模具的硬度有利于增强其耐磨性。塑料模具的具体优势:高效率。成都精密塑胶模具一般多少钱
精细杂乱模具要进行预先软氮化,消除机械加工过程中发生的剩余应力。北京花盆塑料模具工艺
塑料模具安装方向的选择应本者以下原则。(1)模具带有侧向抽芯滑块时,尽量将滑块运动方向置于水平方向,滑块一般不放在向上抽芯的方向,因为开模时滑块与斜销脱离后,如果定位机构可靠性差,则滑块有下滑移的倾问,即使移位不大,在合模时也可能使斜销和滑块相互碰伤。应特别注意。(2)当塑料模具的长度与宽度尺寸相差较大时,应尽可能将模具的长边罝于水平方向。(3)模具的冷却水接头尽景放在模具背面,模具正面面向操作工。(4)塑料模具如果带有油压接头、气压接头、热流道元件接线板时,应将它们尽可能放置在非操作面,以利操作。北京花盆塑料模具工艺
文章来源地址: http://wjgj.shopjgsb.chanpin818.com/mojuog/suliaomo/deta_27552422.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。